После того, как выпрессовал каретку с помощью головки на 44 оказалось, что даже мой простейший штангель показывает разницу в длине кареточной трубы. И составляет она ни много ни мало — 0.3 мм.
Моя внутренняя чуйка подсказывает мне, что это чуть более, чем дохрена для подшипников. Получается, что все это время внешние обоймы подшипников стояли под углом к друг другу, в то время как внутренние — строго параллельно (т.к. они насажены на один и тот же вал системы).
Уж не это ли явилось причиной преждевременной кончиты каретки?
Беглое гугление доказало, что я не одинок в своем горе. Вот пару фоток из интернетов (правда, тут почти все каретки резьбовые, но сути дела это не меняет):





А еще бывает, что резьба несоосна самой кареточной трубе (и, соответственно, резьбе с противоположной стороны). Это уже откровенный брак при производстве рамы. Вот как это выглядит на примере картриджной каретки:

Вощем, решил отторцевать раму во что бы то ни стало.
Сразу же выяснилось, что спец. инструмент для торцовки стоит каких-то совершенно астрономических денег (пример), а в нашем городе эту услугу вообще нигде не предлагают.
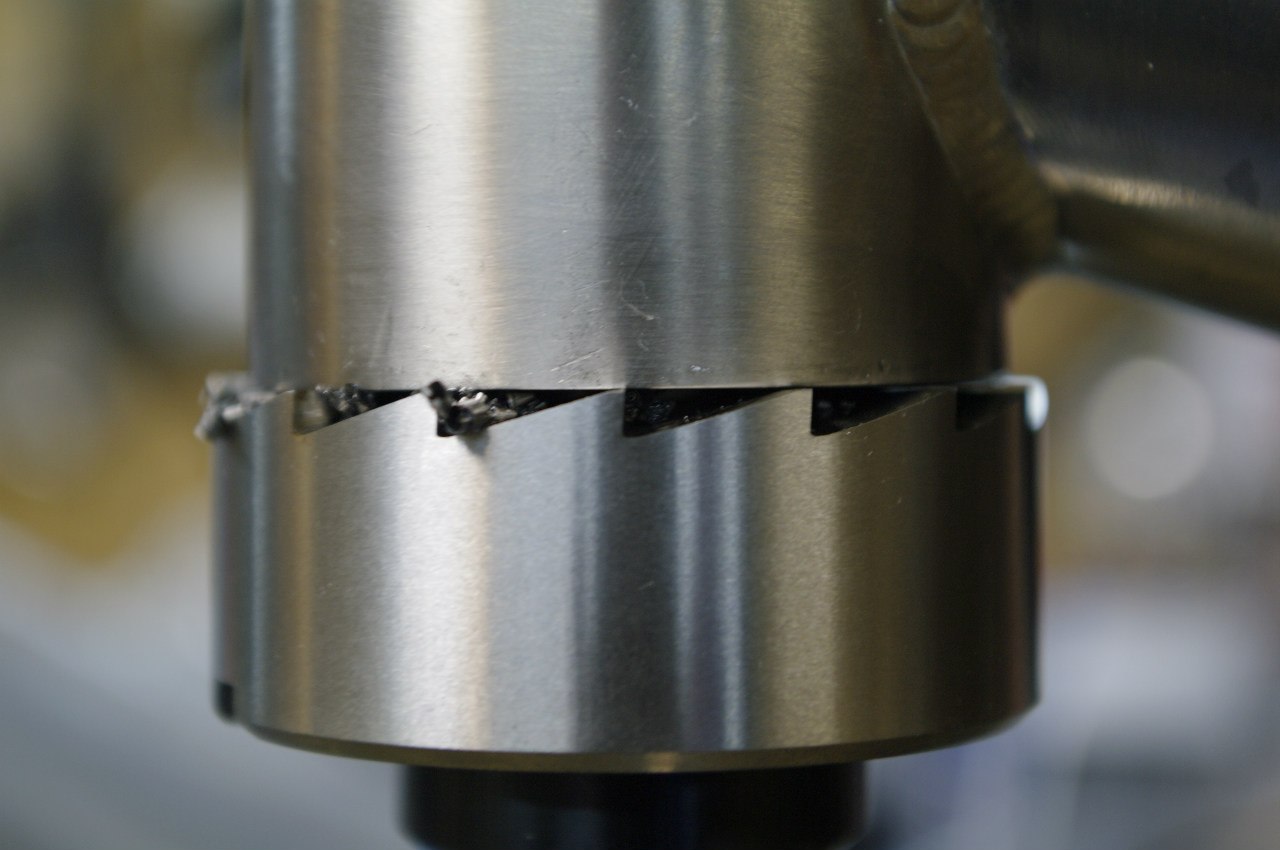
Решил сделать такую приспособу:
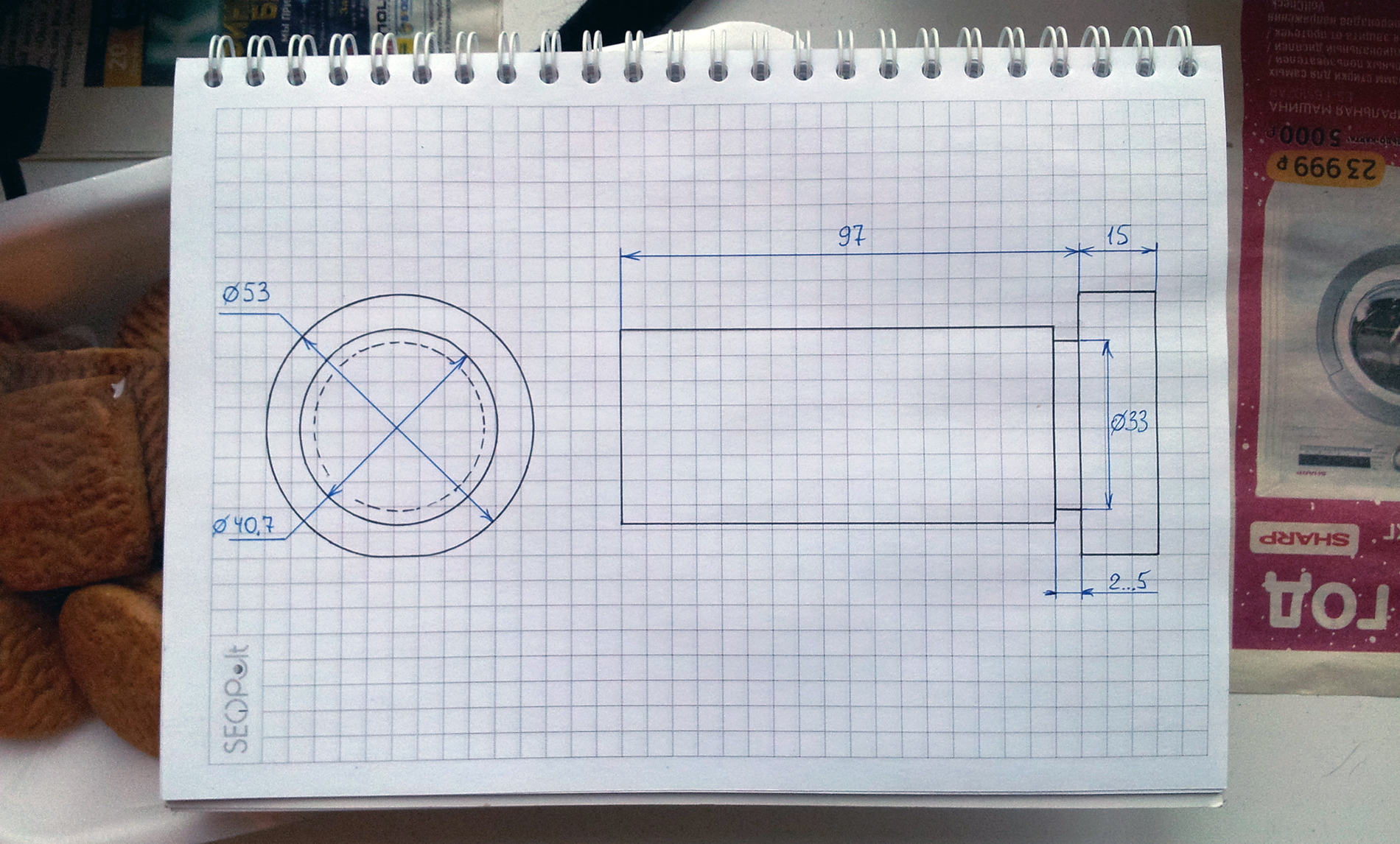
Задумка такая: вал до упора втыкается в кареточную трубу. Его диаметр выбран как раз таким, чтобы ему там не было сильно тесно, но и чтобы не болтался, как карандаш в стакане. При этом широкая часть на конце вала (назовем ее «шляпкой») будет строго перпендикулярна к оси трубы. Шляпка соотвественно упрется в самую высокую точку кромки трубы.
Если между кареточной трубой и шляпкой поместить абразивный материал, то вращая всю эту конструкцию внутри кареточного стакана, мы сошлифуем все лишнее. Под абразивным материалом я подразумеваю наждачную бумагу, наклеенную на внутреннюю поверхность «шляпки».
Таким образом, потратив совсем немного времени, мы должны получить почти идеально отторцованную кареточную трубу. Останется только повторить эту же операцию с противоположной стороны.
Почему «почти идеально»? Во-первых, ничего идеального в природе не существует. А во-вторых, чтобы иметь возможность вращать изготовленную приблуду внутри трубы, ее диаметр должен быть меньше, чем диаметр трубы. А значит, в любом случае должен быть небольшой люфт, который обязательно приведет к отклонениям поверхности шлифовки от идеала.
Но не стоит огорчаться! Простейшие расчеты показывают, что даже если диаметр вала этого приспособления будет на целых 0.1 мм меньше, чем внутренний диаметр кареточной трубы (а это уже дофига и можно почувствовать руками), то в самом худшем случае максимальный зазор между чашкой каретки и торцом трубы не превысит 0.045 мм. С таким отклонением от идеала я вполне готов смириться))
Но пока это тока теория. А что выйдет на практике — будем посмотреть.